
The comprehensive utilization of aluminum extrusions in manufacturing and product design has increased in recent times. Moreover, as stated in a report by Technavio, between 2019 and 2023, the overall growth of the global aluminum extrusion market is expected to accelerate even further with a CAGR of almost 4%.
Aluminum extrusions are lightweight, strong, and can be connected with a vast array of fasteners. They are infinitely customizable and re-customizable, making them the perfect choice for many industrial applications.
This article will discuss what aluminum extrusion is, and we’ll go through the manufacturing process. Without further ado, here is a detailed inside look at how aluminum extrusions are made.
What Is Aluminum Extrusion?
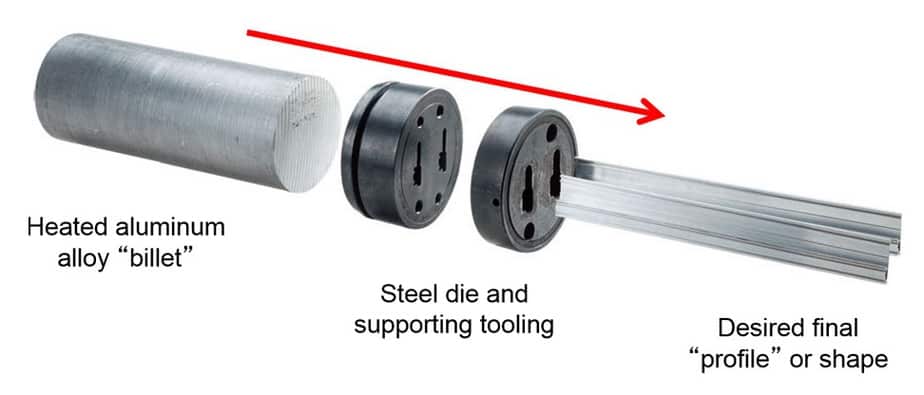
Aluminum extrusion is a procedure by which aluminum alloy material is pushed through a die with a specific cross-sectional profile where a powerful ram forces the material through the die to emerge from the die opening a few moments later. The final product appears in the same shape as the die and is pulled out along a runout table.
At a basic level, the process of creating aluminum extrusions is quite simple to understand. The force applied can be compared to the pressure you use when you’re squeezing a tube of toothpaste, and as you squeeze, the paste emerges in the shape of the tube’s opening.
Well, the opening of the toothpaste basically serves the same function as the extrusion die. So if the opening is a solid circle, the toothpaste will come out as a long solid extrusion.
Even though this is a pretty simple example with a pretty simple shape, the extrusion process also allows for the development of aluminum shapes that are much more complex. Below, we’ll go through the principal stages of each aluminum extrusion manufacturing process.
Aluminum Extrusions: The Process In Two Steps
Step 1: Casting The Die
The first and most significant component of the extrusion method is the die design. Following the earlier analogy, the die would be the round opening at the edge of the toothpaste tube. Dies must withstand enormous strengths applied at high temperatures and must maintain their structural integrity while doing so.
Extrusion dies’ length can be up to one meter but are typically around 30 cm. Besides, dies are generally thin in profile. This is because the longer the aluminum’s journey takes as it travels through the die, the higher the resistance it encounters. More resistance means more force applied, larger presses, more wear on the dies, and higher general expenses.
Most extrusion dies would have one or a couple of hollow chambers, much like the case of a pipe’s lumen or T-slots’ negative space and the central bore in 80/20 profiles. When softened metal runs in, the die has to develop specific features that enable sections of the die to “float.”
Besides, it’s essential to consider the hydrodynamic forces employed to the flowing metal in the die design. Although the complete extrusion’s shape and size are essentially identical to the die’s exit side, that’s not the case with the entrance side.
The die entrance must be created to manage the incoming metal into its final form as sleekly and efficiently as possible. That’s why die designers are very open-minded when placing the angles over the die width.
Step 2: Squeezing Out The Material
Once the die is designed, there are many ways to approach the extruding process, each with its cons and pros. Direct extrusion is apparently what you know if you ever had a Play-Doh set. A slug of softened aluminum is pushed against a die, and then it emerges to assume its final design.
On the other hand, there is also indirect extrusion, which pushes the die to move relative to the aluminum alloy. While both methods have their pros and cons, extrusions worldwide are done with both of them. As a result, each process results in diverse extruded metalworks with separate metallurgical properties.

Nonetheless, both procedures involve heating a big aluminum log by induction or in a gas furnace. The temperature modifies depending on the particular alloy and the die. Whatever the necessary temperature is, it is essential to remember that this process doesn’t result in the billet’s melting as it only requires it to be softened. Heating is also applied to the die and most parts of the hydraulic press so that thermal forces wouldn’t damage the components of the machinery and limit the aluminum from cooling down too soon and sticking to the die.
The preheated aluminum log is then pushed into the die by a hydraulic press, after which the softened alloy runs into the spaces of the die and around its limbs, exiting the die into its final form.
After leaving the die, it is imperative to quench the metal with water to get it deformed. This process sets the crystal structure of the metals to achieve the desired metallurgical properties.
Final Thoughts
We can see how much tools and expertise goes into the aluminum profiles’ extrusion as we’ve briefly laid out the entire process. For that reason, it is understandable that aluminum extrusions come with a particular price tag. Still, as many businesses continue to rely on this technology, it is advisable not to evade it if your project can profit from it.


